熱処理事業
全加工サービス
浸炭焼入
真空焼入
ハイスソルトバス焼入
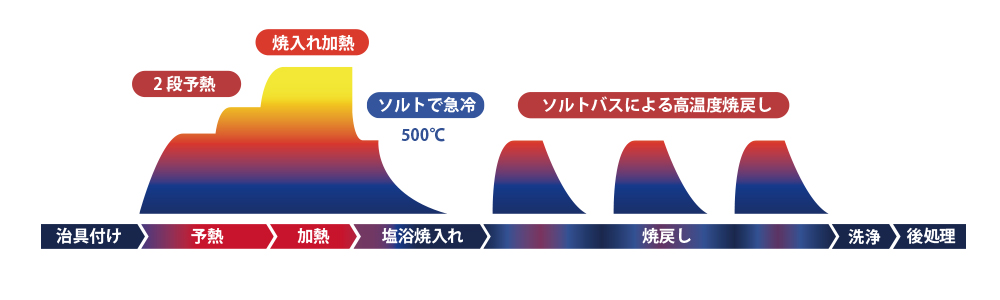
ソルトバス焼入
サブゼロ処理
設備概要
Dr.熱処理軍団のご紹介
自動化システム事業
オーダーメイドシリーズ
ロボットシステム
教育機関向けシステム
スタンダードシリーズ
コンテナストッカー
リフトベヤ
エアーコンベヤ
大型エアーコンベヤ
マシンコンベヤ
会社情報
理念
会社概要
沿革
取引先
アクセス
SDGsへの取り組み
採用情報
メッセージ
社員紹介
1日の仕事の流れ
社内研修
募集要項
採用Q&A
応募フォーム「エントリー」